Biobased materials generate large volumes of steam that require costly new equipment to process
By Geoff Giordano
In addressing the commercialization realities of “green” materials, Adam Dreiblatt of CPM Extrusion Group highlighted the challenges compounders face in delivering performance on existing equipment at acceptable cost.
In a May 6 presentation at the virtual ANTEC® conference, Dreiblatt said many newly released resins have been around since the early inklings of a sustainability revolution 30 years ago and are being tweaked for current needs. He then offered perhaps the ultimate caveat for broader market adoption of the materials.
“If the converter needs to make modifications or buy new equipment in order to use this new material, it’s just not going to happen,” advised Dreiblatt, process technology director at CPM, Traverse City, Mich.
Blending more expensive green plastics with lower-cost materials like starch to produce drop-in solutions has been one approach to adoption, he explained. But resin companies and independent compounders hesitate to invest in new equipment that can handle such challenges as moisture and thermal sensitivity inherent in compounding these materials.
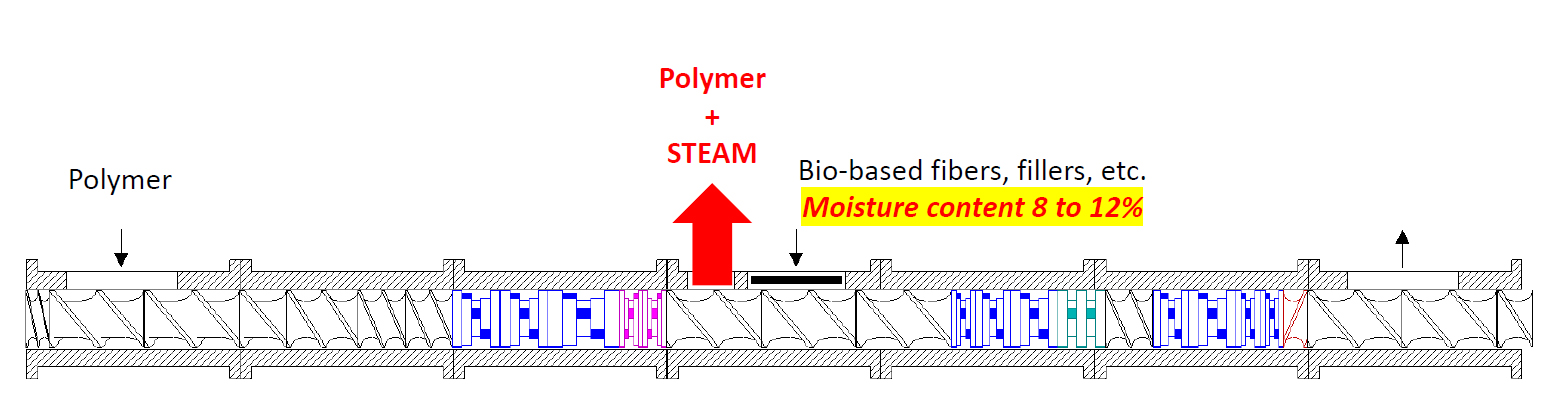
Most current equipment used to produce formulations such as nylon, glass fibers, polypropylene and talc was not designed for biobased materials. Dreiblatt noted that compounders using biofillers like hemp fiber must vaporize up to 12 percent of the material’s moisture once it goes into the machine. Furthermore, the loading level of some biofillers might create thermal conductivity that requires more cooling time for solidification or pelletizing. The issue going forward is “trying to make this work on existing equipment. Designing equipment dedicated for this service is no issue—but it’s not here today, at least not in a big way.” This can require changing screw design for twin-screw extruders and adding additional venting and mixing stages (see illustration).
The high moisture content of biobased fillers and fibers creates a large volume of steam that needs to be removed from extruders. A conventional back-vent, sufficient for low-moisture inorganic solids, does not have sufficient area for biobased materials and creates high vapor velocity, which also pulls polymer out of the barrel. One answer is to add more vents to the barrel. Courtesy of Adam Dreiblatt/CPM
Materials once known as “oxodegradables,” as well as new versions of conventional resins derived from renewable resources, are coming to market quickly with no impact on current compounding infrastructure, he said. True bioplastics like polylactic acid are typically used directly either as neat resins or in blends, where they introduce more moisture into the equation, and blended with starch to reduce cost. Biobased resins are more unstable and can burn under high temperature or shear. And lignin-based resins have no real commercial history yet.
But “these are temporary issues,” he concluded. “These will go away with time … with the advent of more demand.”
View on demand: Dreiblatt’s presentation, “Compounding for the Green Economy,” will be available on demand to ANTEC® attendees and those who register for access after the conference.
Kim McLoughlin Senior Research Engineer, Global Materials Science Braskem
A Resin Supplier’s Perspective on Partnerships for the Circular Economy
About the Speaker
Kim drives technology programs at Braskem to develop advanced polyolefins with improved recyclability and sustainability. As Principal Investigator on a REMADE-funded collaboration, Kim leads a diverse industry-academic team that is developing a process to recycle elastomers as secondary feedstock. Kim has a PhD in Chemical Engineering from Cornell. She is an inventor on more than 25 patents and applications for novel polyolefin technologies. Kim is on the Board of Directors of SPE’s Thermoplastic Materials & Foams Division, where she has served as Education Chair and Councilor.
A Resin Supplier’s Perspective on Partnerships for the Circular Economy
About the Speaker
Gamini has a BS and PhD from Purdue University in Materials Engineering and Sustainability. He joined Penn State as a Post Doctorate Scholar in 2020 prior to his professorship appointment. He works closely with PA plastics manufacturers to implement sustainability programs in their plants.
A Resin Supplier’s Perspective on Partnerships for the Circular Economy
About the Speaker
Tom Giovannetti holds a Degree in Mechanical Engineering from The University of Tulsa and for the last 26 years has worked for Chevron Phillips Chemical Company. Tom started his plastics career by designing various injection molded products for the chemical industry including explosion proof plugs and receptacles, panel boards and detonation arrestors for 24 inch pipelines. Tom also holds a patent for design of a polyphenylene sulfide sleeve in a nylon coolant cross-over of an air intake manifold and is a Certified Plastic Technologist through the Society of Plastic Engineers. Tom serves on the Oklahoma Section Board as Councilor, is also the past president of the local Oklahoma SPE Section, and as well serves on the SPE Injection Molding Division board.
Joseph Lawrence, Ph.D. Senior Director and Research Professor University of Toledo
A Resin Supplier’s Perspective on Partnerships for the Circular Economy
About the Speaker
Dr. Joseph Lawrence is a Research Professor and Senior Director of the Polymer Institute and the Center for Materials and Sensor Characterization at the University of Toledo. He is a Chemical Engineer by training and after working in the process industry, he has been engaged in polymers and composites research for 18+ years. In the Polymer Institute he leads research on renewably sourced polymers, plastics recycling, and additive manufacturing. He is also the lead investigator of the Polyesters and Barrier Materials Research Consortium funded by industry. Dr. Lawrence has advised 20 graduate students, mentored 8 staff scientists and several undergraduate students. He is a peer reviewer in several journals, has authored 30+ peer-reviewed publications and serves on the board of the Injection Molding Division of SPE.
Matt Hammernik Northeast Account Manager Hasco America
A Resin Supplier’s Perspective on Partnerships for the Circular Economy
About the Speaker
Matt Hammernik serves as Hasco America’s Northeast Area Account Manager covering the states Michigan, Ohio, Indiana, and Kentucky. He started with Hasco America at the beginning of March 2022. Matt started in the Injection Mold Industry roughly 10 years ago as an estimator quoting injection mold base steel, components and machining. He advanced into outside sales and has been serving molders, mold builders and mold makers for about 7 years.
84 countries and 85.6k+ stakeholders strong, SPE
unites
plastics professionals worldwide – helping them succeed and strengthening their skills
through
networking, events, training, and knowledge sharing.
No matter where you work in the plastics industry
value
chain-whether you're a scientist, engineer, technical personnel or a senior executive-nor
what your
background is, education, gender, culture or age-we are here to serve you.
Our members needs are our passion. We work hard so
that we
can ensure that everyone has the tools necessary to meet her or his personal & professional
goals.